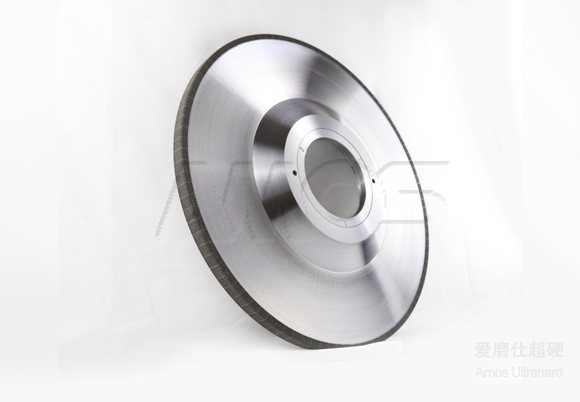
机械加工领域中,随着高性能车床、数控车床、加工中心等设备的不断发展,以车代磨的加工工艺越来越完善,然而,在精密加工中,砂轮的磨削加工仍有着不可替代的作用,陶瓷砂轮磨削加工过程的特点主要有:
1)加工精度高、表面粗糙度小。
由于磨粒的刃口半径ρ小,能切下一层极薄的材料;又由于砂轮表面上的磨粒多,磨削速度高(30~35m/s,CBN陶瓷砂轮速度可达60-120m/s),同时参加切削的磨粒很多,在工件表面上形成细小而致密的网络磨痕;再加上磨床本身的精度高、液压传动平稳和微量进给机构,因此,磨削的加工精度高、表面粗糙度小(Ra=1.6~0.01μm)。
2)砂轮磨削工件时径向分力Fy大。
磨削加工时,由于磨削深度和磨粒的切削厚度都较小,所以,Fz较小,Fx更小。但因为砂轮与工件的接触宽度大,磨粒的切削能力较差,因此,砂轮磨削过程中径向分力Fy较大。一般Fy =(1.5~3)Fz。cBN陶瓷砂轮在使用过程中转速较高,切削效率高,该砂轮在使用过程中要提高安全意识,注意进行安全防护。
3)砂轮磨削过程中磨削温度较高。
由于具有较大负前角的磨粒在高压和高速下对工件表面进行切削、划沟和滑擦作用,砂轮表面与工件表面之间的摩擦非常严重,消耗功率大,产生的切削热多。但砂轮本身的导热性差,大量的磨削热在很短的时间内不易传出,使磨削区的温度很高,有时高达800~1000度,因此要有磨削液及时将磨屑及磨削热量带出,更好的保护工件,提高工件加工质量,同时一定程度上提高砂轮的使用寿命,更高效更长寿命的进行产品磨削加工。
4)陶瓷砂轮有较好的自锐性。
陶瓷砂轮的自锐性可使砂轮进行连续加工,这是车削加工没有的特性。
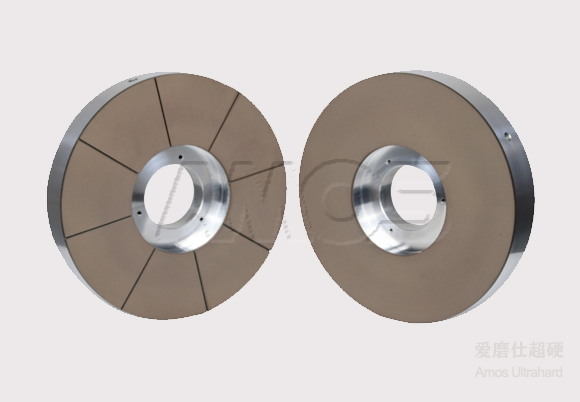
河南爱磨仕超硬磨具有限公司专注于陶瓷结合剂CBN砂轮的研制,主营多种规格型号的凸轮轴砂轮、曲轴磨砂轮、内圆磨砂轮、止推面砂轮等,产品适用于高锰钢、高合金钢、各类铸铁、各类淬硬钢及齿轮、轴承、轧辊、模具、缸套、玻璃、宝石等高硬度难加工材料的磨削加工,广泛应用于机械制造、液压、轴承、压缩机等加工领域。
河南爱磨仕超硬磨具有限公司始终坚持以客户为中心,生产的陶瓷CBN砂轮作为磨削工具,具有高强度、高耐磨性、高热稳定性、高化学惰性、高加工效率等优势,解决了多种难加工材料的磨削问题,提高生产效率的同时为用户带来巨大的经济效益。