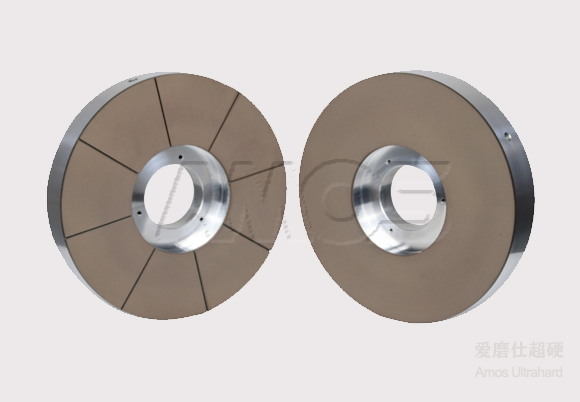
周边磨砂轮
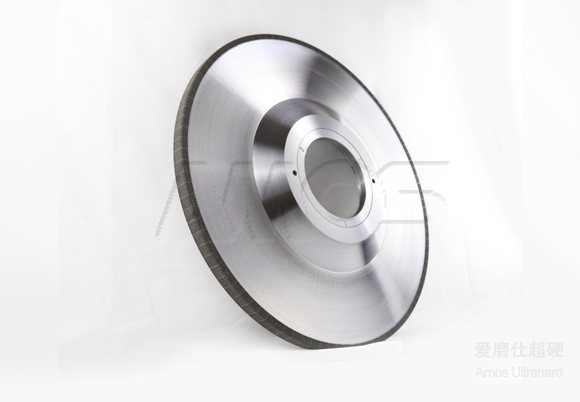
外圆磨砂轮
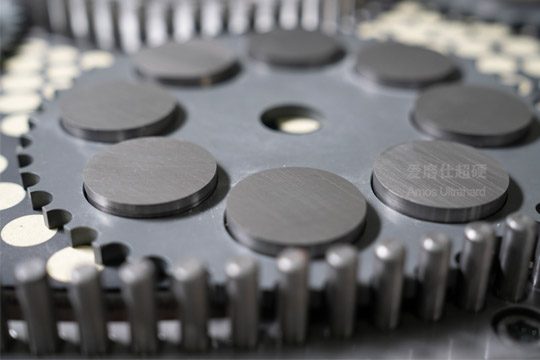
双端面砂轮
曲轴磨砂轮
精密加工是衡量一个国家制造水平高低的重要标志,越来越多的高硬度难加工材料应用于精密工件制造,也使得超硬磨具在现代加工中占有越来越重要的地位。难加工材料通常表现为硬度高、韧性高、导热性不佳等特点,磨削这类工件常伴随着不同的磨削缺陷。在精磨加工中工件粗糙度达不到要求、磨削效率低等问题较为突出。河南爱磨仕在此分析工件粗糙度不高的原因并探讨相应解决措施,以帮助克服磨削过程中的这一不良现象,取得更好的磨削效果。 原因分析: